Blow molding bottles and canisters: inline granulator knives, regrind quality, and lower-risk RFQs
When blow-molding scrap stops feeding cleanly, dust rises, or reject bottles start bridging, the safer buying decision is usually to review the granulator, screen, and any upstream pre-shred stage together instead of repeating the last knife order.
Typical field problems
- •The line used to granulate flash, top-and-tail trim, or reject bottles back into production, but now light hollow parts bridge, regrind turns dusty, or a screen change still does not restore stable output.
- •The buyer has worn granulator knives and a machine photo, yet the real commercial issue may sit in cutterhouse grip, screen condition, fixed-knife setup, or the fact that the scrap has become too bulky for inline granulation alone.
- •The plant wants wash-line-ready or higher-value HDPE reclaim, but the RFQ still ignores color stream, label load, contamination, and the handoff between blow-molder scrap and downstream washing or reprocessing.
Buyer conclusion first: if a blow-molding plant or rigid-container recycler suddenly sees more bridging, more dust, weaker regrind consistency, or more reject bottles waiting beside the machine, the lowest-risk purchasing move is usually not to reorder the same granulator knife set on dimensions alone. The safer route is to quote the moving knives, the fixed-knife and screen side, and the actual material stage together. Official machine makers repeatedly separate direct inline granulation from two-stage reduction because hollow bottles, canisters, flash, and thick-walled reject parts do not all load the cutting chamber the same way.
Machine-stage fit: ZERMA's GST 250 brochure says the machine is designed for inline recycling in blow-moulding processes and is particularly suitable for voluminous hollow parts such as bottles and canisters. Rapid's 200 Series page says its models are ideal for direct recycling of sprues and reject products, especially from injection molding and blow molding machines, and that cutterhouse choice depends on whether the products are voluminous and thin walled or more compact and thick walled. Those are not generic brochure claims. They are direct RFQ routing signals for buyers.
RFQ criteria and commercial decision logic: send the machine brand and model, the exact scrap form, the current screen or target particle range if known, photos of the knives and fixed side, and the real output complaint. Add whether the scrap is mostly bottles, canisters, flash, handles, top-and-tail trim, or thicker reject parts. If the output is going to a wash line or reprocessing cell, state that too. Before repeating a same-shape order, compare this page with our new HDPE bottle and container washing-line guide, our new blow-molding RFQ article, the general rigid-plastic application guide, the granulator knife-gap checklist, and the contact page.
Why blow-molding scrap is not a generic rigid-plastic reorder
Many buyers treat blow-molding scrap like a lighter version of general rigid plastic recycling. That is usually too broad. In-house blow-molding scrap can be light and hollow, yet awkward to grip. It may include freshly cut flash, top-and-tail waste, reject bottles, larger canisters, detergent jugs, milk bottles, or occasional thick-walled startup parts. The knife decision therefore depends on more than resin name alone. It depends on how the scrap enters the chamber and what the line expects from the output.
Rapid's 200 Series page is useful here because it explicitly splits the cutterhouse decision between a super-tangential version for voluminous lighter products such as jars and bottles and a tangential version for more compact and thick-walled products. That is a practical buyer signal. It means the supplier should know whether the line is mostly chewing thin hollow rejects beside the press or being asked to take heavier, denser, or more varied pieces than before.
Rapid's FAQ makes the stage boundary even clearer. It defines a granulator as a cutting mill used to reduce scrap components or pre-shredded materials into reusable plastic flakes, while a shredder is described as the lower-speed, higher-torque machine for large items and large volumes. For procurement, that means the same complaint can lead to two very different quotations: a granulator-knife reset if the line still suits inline cutting, or a pre-shred plus granulate logic if the scrap has outgrown the inline chamber.
When inline granulation is the right stage, and when the line needs pre-shredding first
Inline granulation is usually the right commercial route when the blow-molder is returning flash, trim, and reject containers directly to a controlled reclaim loop. That is exactly the context supported by ZERMA GST 250 and Rapid 200. The buyer should then focus on how consistently the chamber grips hollow parts, how cleanly the fixed and moving knives cut, how much dust is being generated, and whether the screen is still helping the line meet the reuse target.
The buying logic changes when the scrap becomes too bulky, too thick, or too high-volume for a direct beside-the-machine loop. WEIMA's WLK 2000 page says the machine can shred blow molded materials such as PET bottles, PE or PP bottles, canisters, and buckets, and that it can be integrated into a two-stage solution. WEIMA's WSM 500/700 page then positions the cutting mill around pre-shredded blow-moulded products and even startup lumps or thick-walled components. Together those official sources tell the buyer when the RFQ should stop pretending the inline granulator alone is the right stage.
That stage split matters commercially because many aftermarket mistakes come from quoting only the last visible knife. Plants often say the granulator is dusty, noisy, or pulling high amps. Sometimes that really is a granulator issue. But if the plant has quietly moved from light bottle rejects to larger canisters, more startup scrap, or a central reclaim mix from multiple machines, the stage problem may have started before the knife order was written. The supplier needs to know whether the job is still direct inline recycling or whether it has become a two-stage size-reduction task.
Cutterhouse, rotor, screen, and fixed-knife condition change the commercial result
Buyers often focus on knife geometry and forget that official machine literature keeps talking about the whole cutting package. On the Rapid 200 page, cutterhouse choice is tied to grip, rotor choice is tied to granule quality, and screen condition is tied to where most granulation happens. Rapid's spare-parts page adds that the right spare parts support quality regrind, fewer rejects, less dust and fines, lower energy consumption, and lower noise.
That matters because a same-outline knife can still be a weak commercial answer when the real issue is the fixed side, the screen, or chamber grip. If the plant is seeing more dust, poor bite on hollow parts, one-sided wear, or noisy running after maintenance, the RFQ should name those symptoms directly. They help the supplier decide whether the safe quote is knife-only, knife-plus-screen, knife-plus-fixed-side, or a broader chamber review.
It is the same reason the ZERMA GST 250 brochure highlights reliable feeding, reduced bridging, and knives adjustable outside the machine. Those are procurement clues. They tell the buyer that feed behavior and service access are part of the machine-stage fit. If the complaint is bridging or slow changeovers rather than outright edge breakage, the RFQ should say so before price is discussed.
If the output is going to a washing line or HDPE bottle reclaim target
Once blow-molding scrap leaves the machine-side reclaim loop and starts feeding a wash line or a more value-sensitive HDPE reclaim route, the commercial objective changes again. Genox's HDPE Bottle/Container Washing System page says the line is designed for rigid plastics with wall thickness from 1 to 25 mm, that the shredding system uses wear-resistant design, that high-speed washing liberates contamination from plastic flakes, and that the line intensity should avoid fines creation. Those details matter for knife quoting because the buyer is no longer buying only size reduction. The buyer is buying suitable prep for washing, drying, and later reuse.
The same logic matters for higher-purity output targets. RecyClass says natural and white HDPE packaging should be sorted into two distinct streams and recycled separately to preserve high-value materials. That does not tell a knife supplier which steel grade to choose, but it does tell the buyer something important: if the reclaim target depends on color purity or lower contamination, the RFQ should say so. It changes how seriously the line needs to control labels, dust, fines, and the consistency of the cut before washing.
Genox's FDA NOL news is another useful process reminder, used carefully. It shows an HDPE washing line being described through selection, label removal, pre-shredding, washing, drying, sorting, impurity control, and moisture control. That does not mean every blow-molding regrind line is aiming at food-contact output. It does mean the supplier should be told whether the plant only needs internal reuse, wash-line feedstock, or a stricter reclaimed-HDPE target. The stage-fit quotation changes with that business goal.
Practical selection notes for buyers, dealers, and service teams
The safest way to structure a blow-molding knife RFQ is to separate the job into three commercial levels. Level one is direct inline replacement because the machine, scrap type, and reclaim target are unchanged and the line only needs routine spares. Level two is cutting-package review because the complaint now includes dust, poor grip, screen wear, one-sided wear, or unstable regrind. Level three is stage-fit review because the scrap form or business target changed enough that the plant may now need a pre-shred plus granulate logic instead of the old inline-only assumption.
For dealers and import buyers, say whether the order is for emergency restart stock, a small validation batch, or a planned annual spare program. Those are different purchasing situations. The supplier should know whether the task is to match an existing chamber quickly, to validate geometry from worn parts, or to help the customer reset the reclaim route after the scrap mix changed.
When you are not sure where to start, shortlist the nearest internal families first: bottle granulator insert knives, granulator bed knives, stator knives, plastic crusher profile blades, fixed crusher knives, and hard-plastic single-shaft shredder knives if the line has already become too bulky for direct inline cutting. Then compare the surrounding content routes so the quote stays tied to actual machine stage and actual reclaim objective.
RFQ checklist for blow-molding bottles, canisters, and trim scrap
The fastest low-risk RFQs combine geometry with stage context. Send these items in the first message where possible:
- Machine brand and model, plus whether the job is direct inline granulation or part of a two-stage reclaim line.
- Scrap form: flash, top-and-tail trim, small reject bottles, larger canisters, startup parts, or mixed blow-molding rejects.
- Polymer family and reclaim target: in-house reuse, wash-line feed, or a more value-sensitive HDPE reclaim route.
- One measured front photo of the moving knife, one side-profile photo, and one installed photo of the cutting chamber.
- Screen information if known, plus photos of the fixed knife, bed knife, or stator side when those parts influence the cut.
- Current symptom: bridging, slow grip on hollow parts, higher amps, more dust, more fines, noisy running, or unstable output size.
- Any contamination or sorting note that now matters, such as labels, caps, color separation, or dirty return scrap.
- Whether the request is direct replacement, validation batch, or wider stage-fit review.
That checklist is short enough for a plant or trader to send quickly, but detailed enough to stop the common blow-molding mistake: buying by outline only while ignoring whether the chamber still suits the actual scrap and the actual reclaim target.
Common buyer-side mistakes that recreate the same complaint
The first common mistake is treating every blow-molding reject as if it should still be handled inline by the same machine and same cutterhouse. Official Rapid, ZERMA, and WEIMA material all say otherwise. Thin hollow bottles, heavier canisters, and pre-shredded thick-walled pieces do not belong to the same buying conversation.
The second common mistake is sending only moving-knife dimensions. That may be enough for a budgetary part price, but it is not enough for a low-risk production quote when the complaint includes dust, fines, unstable grip, or screen-related issues. The fixed side and the screen are part of the commercial result.
The third common mistake is ignoring output objective. A line feeding simple in-house reuse does not buy exactly the same way as a line feeding HDPE washing, higher-purity reclaim, or stricter color-separated output. If the reclaim target changed, the RFQ should say so in the first paragraph.
Internal routes and source-backed next steps
Compare this page with our HDPE bottle and container washing-line application guide, our blow-molding granulator RFQ article, the general rigid-plastic application guide, the bulky-rigid pre-shredding solution, the granulator knife-gap checklist, and the contact page. For product-side review, start with the granulator knife category, the bed-knife category, the crusher-blade category, and the single-shaft shredder category.
Use those routes to keep the quote grounded in what the site actually sells: moving and fixed granulator knives, crusher knives, bed knives, and pre-shredder knives for rigid plastics. The practical rule is simple. When the scrap, chamber behavior, or reclaim target changed, the RFQ should change with it.
FAQ for blow-molding bottle and canister knife RFQs
Should I quote the screen or fixed side if I mainly want new moving knives?
Yes, especially if the complaint includes dust, fines, noisy running, unstable grip, or output drift. Official Rapid documentation treats the screen and cutting package as part of the result, not as background parts.
How do I know whether the job is still inline granulation or now needs pre-shredding first?
If the scrap has become larger, thicker, more mixed, or more centralised than before, compare the job against the official shredder-versus-granulator distinction and state that change directly in the RFQ.
Do color separation and label load belong in a knife RFQ?
Yes, when the reclaim target is wash-line feed, natural or white HDPE, or another higher-value output where contamination, fines, and sorting efficiency matter commercially.
Can Leader Blades quote from worn samples and phone photos?
In many cases, yes. Clear measured photos, installed-chamber photos, the scrap description, and the current line symptom are enough to begin technical review.
Which internal pages should I compare next?
Compare the new HDPE bottle and container washing-line guide, the new blow-molding RFQ blog article, the rigid-plastic application guide, the granulator knife-gap checklist, and the contact page.
Primary sources
This page is an original buyer-side synthesis built only from official OEM and recycling-guideline sources that describe blow-molding scrap, rigid HDPE preparation, granulation, pre-shredding, washing, and reclaim-quality logic.
- ZERMA GST 250: inline recycling for blow-moulding processes and voluminous hollow parts such as bottles and canisters.
- Rapid 200 Series: direct recycling of sprues and reject products from blow molding, cutterhouse fit, rotor options, and screen relevance.
- Rapid FAQ: defines the buyer-side difference between a granulator and a shredder and explains reusable flake output.
- Rapid Spare Parts & Service: links the right spare parts to quality regrind, fewer rejects, and less dust and fines.
- WEIMA WLK 2000: blow molded bottles, canisters, and buckets on a shredder that can be integrated into a two-stage solution.
- WEIMA WSM 500/700: granulating pre-shredded blow-moulded products and thick-walled startup parts.
- Genox HDPE Bottle/Container Washing System: line design around rigid-HDPE preparation, contamination removal, drying, and fines control.
- Genox FDA NOL news: process framing for HDPE bottle-line selection, label removal, pre-shredding, washing, and impurity control.
- RecyClass natural and white HDPE guideline: natural and white HDPE streams should be sorted separately to preserve high-value materials.
Example parts from our catalog
Close shapes for quoting—send ruler photos or drawings so the factory confirms fit before you lock in quantity.
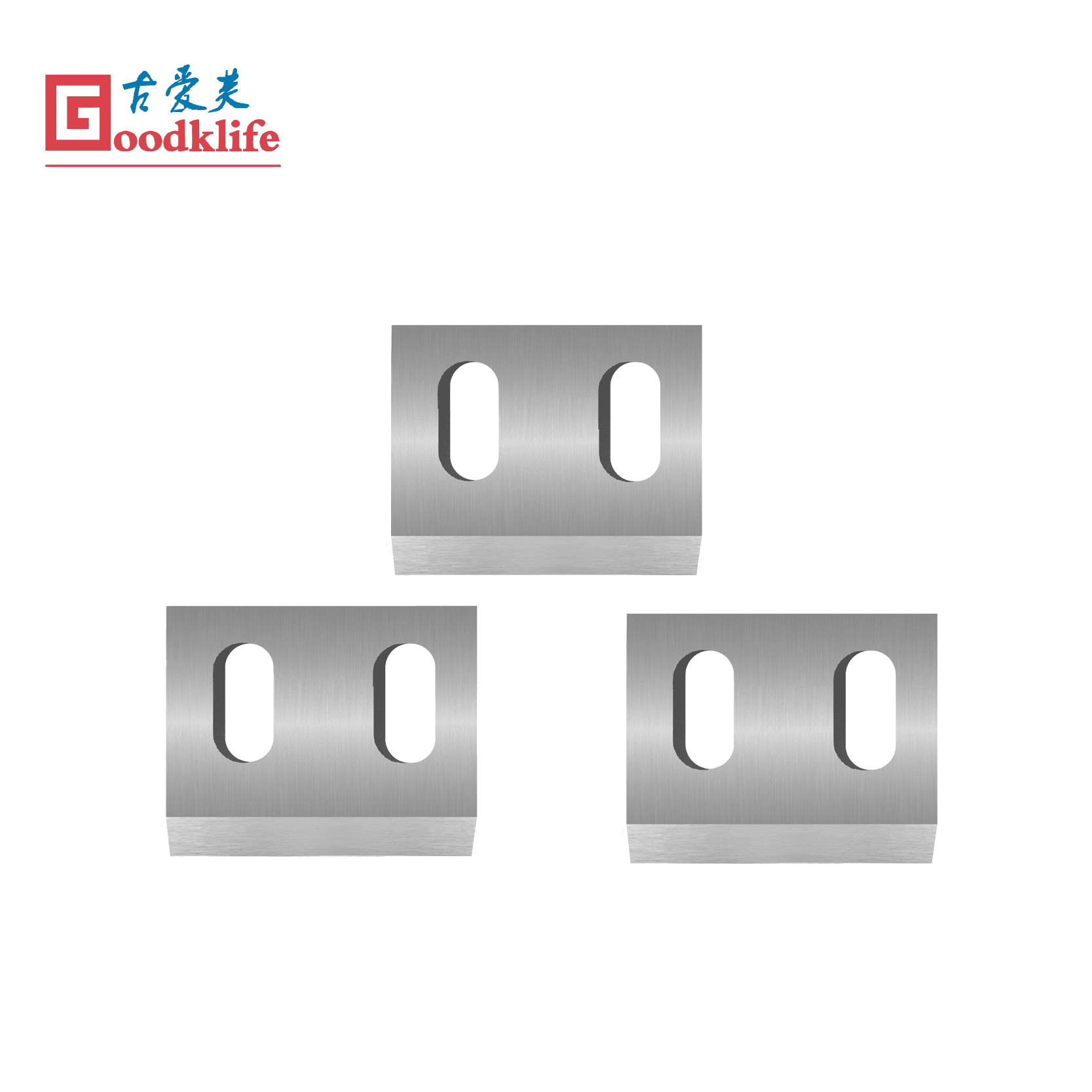
PGK-003
Bottle Granulator Insert Knife
Bottle Granulator Insert Knife is built for pet bottle granulation and bottle flake size reduction. Available in SKD11 / D2 / HSS / 9CrSi for clean regrind, stable clearance, and practical resharpening cycles. The insert-style format fits compact cutter seats and short replacement positions.
GBK-001
Granulator Bed Knife
Granulator Bed Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 / HSS / tungsten carbide for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.

GBK-004
Granulator Stator Knife
Granulator Stator Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.

GBK-003
Rapid and Tria-Compatible Granulator Bed Knife
Rapid and Tria-Compatible Granulator Bed Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 / HSS / tungsten carbide for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.

PCB-001
Plastic Crusher Profile Blade
Plastic Crusher Profile Blade is built for pet bottle crushing lines and rigid plastic size reduction. Available in D2 / HSS / 9CrSi / H13 for wear resistance, stable knife clearance, and repeatable sharpening. The profiled body suits fixed or rotary stations where alignment and edge exposure matter.

PCB-010
Fixed Plastic Crusher Knife
Fixed Plastic Crusher Knife is built for pet bottle crushing lines and rigid plastic size reduction. Available in D2 / SKD11 / Cr12MoV / HSS for wear resistance, stable knife clearance, and repeatable sharpening. The insert-style format fits compact cutter seats and short replacement positions.

SSK-006
Hard Plastic Single-Shaft Shredder Knife
Hard Plastic Single-Shaft Shredder Knife is built for single-shaft shredders and film and woven bag shredding. Available in D2 / SKD11 / carbide-tipped alloy steel for wear resistance and repeated indexing in shredder rotors. The cutter geometry suits stacked shredder rotors and indexable cutter assemblies.
Related catalog categories
Deep reading
Blow Molding Granulator Knife RFQ Guide: What Bottle and Canister Processors Should Send Before Ordering
A source-backed buyer guide for blow-molding granulator knives, fixed knives, screens, and stage-fit decisions when bottle or canister rejects no longer recycle cleanly back into the process.
Read articleGranulator Knife Gap Checklist: Reduce Dust, Fines, and Noise
A practical rotor-to-bed-knife inspection flow for recyclers seeing dusty regrind, noisy cutting, or repeated knife damage after a blade change.
Read articleSingle-Shaft Shredder Knife Indexing: Buyer RFQ Guide
An original buyer guide built from official machine documentation: when indexing helps, when chamber wear matters more, and what to send before requesting a quote.
Read article
Need this applied to your line?
Mention this solution hub in your message so sales engineering opens the thread with the right checklist.