Granulator rotor inserts and hob cutters: low-dust regrind, rotor fit, and uncertain RFQs
When slow-speed or screenless granulators stop gripping sprues cleanly, make more dust, or become harder to service, the safer RFQ is usually a rotor-side cutter review covering inserts, hooks, pockets, combs, and machine family together.
Typical field problems
- •The plant asks for replacement rotor inserts or hook cutters, but the real complaint is poor bite on sprues, more dust, harder cleaning, or repeated adjustment after sharpening.
- •The buyer has a worn insert and a machine photo, yet no one has stated whether the job is a slow-speed beside-the-press unit, a screenless roller-and-comb granulator, or a larger in-line granulator.
- •The replacement request is still being quoted like a flat knife, even though the pocket geometry, rotor layout, and fixed-side relationship are what decide whether the next batch actually works.
Buyer conclusion first: if a slow-speed or screenless granulator starts losing grip on runners, making more fines, or becoming harder to clean between jobs, the lower-risk route is to quote the rotor insert and hob-cutter family together with rotor style, pocket geometry, fixed-side parts, and the actual machine duty. Rapid, Conair, and ZERMA all frame this cutter family around controlled bite, low dust, and easy service, not around a generic flat spare blade.
Source-backed commercial guidance
Official slow-speed and screenless granulator material from Rapid, Conair, and ZERMA shows that rotor-mounted inserts, hooks, and hob-like cutter forms are chosen for controlled bite, low dust, and easy service. These are specialized rotor-side cutting parts, so the RFQ needs to describe the rotor style and machine family much more clearly than on a general crusher page.
What buyers should confirm before ordering rotor inserts or hob cutters
- Machine family: screenless granulator, slow-speed beside-the-press granulator, or other hob-style rotor design
- Whether the rotor uses turnable hooks, roller teeth, insert cutters, or another special mounted form
- Feed type: runners, sprues, rejected molded parts, or other light regrind jobs
- Whether the complaint is too much dust, poor bite, hard cleaning, or frequent service
- Photos of the rotor and the holder or pocket where the insert mounts
- Whether the plant wants quick change, low noise, or less adjustment after sharpening
These are specialized rotor-side cutting parts, not generic flat knives
Rotor inserts and hob cutters belong to machine families that prioritize low-speed, controlled cutting rather than heavy open-chamber crushing. Rapid's OneCUT PRO sheet highlights turnable knives and hooks, while Conair's screenless granulator material references roller teeth for plastic regrind. ZERMA's slow-speed granulator pages likewise emphasize special knife geometry and low dust at low rotor speed.
For buyers, that means the RFQ must describe the rotor style and pocket geometry clearly. The outside dimensions alone do not fully define the job in these cutter families.
These cutter forms are typically chosen for low-dust, low-speed regrind jobs
OEM slow-speed and screenless equipment is often selected for runners, sprues, and light molded scrap because the process emphasizes low dust, quieter operation, and easy integration beside the press. That is why rotor inserts and hook-style cutters often sit in a different buying conversation from central-granulator knives.
If the plant is actually running a larger central granulator, compare our granulator knives and bed knives pages before quoting this category.
What common rotor-insert complaints usually mean
Excess dust, weak bite on sprues, hard cleaning, or frequent hook changes usually indicate that the buyer should review the exact rotor system rather than only the worn insert. OneCUT PRO, screenless, and slow-speed families are engineered around a rotor concept, so the cutter, holder, and service method belong in the same review.
That makes photos of the rotor pocket especially important in the RFQ. On these jobs, one insert photo alone is rarely enough.
How to request a correct rotor-insert or hob-cutter quotation
The fastest RFQs for this category show the mounted cutter and the rotor pocket together. Buyers should also state whether the machine is low-speed or screenless and whether the main target is low dust, low noise, or easier service.
- Send close photos of the insert and the rotor pocket or hook box.
- State whether the machine is screenless, slow-speed, or another low-dust regrind design.
- Describe the feed as runners, sprues, molded scrap, or similar light regrind.
- Mention whether the problem is bite, dust, cleaning time, or service frequency.
Common commercial situations behind rotor-insert RFQs
These issue cards help buyers narrow the right rotor-side cutter family when the machine uses hooks, inserts, teeth, or other specialized low-speed forms.
The machine is producing more dust than before
On slow-speed and screenless jobs, rising dust often means the buyer should review the exact rotor-side cutter geometry and service condition, not just replace one worn insert.
Hooks or inserts are difficult to service or need changing too often
When service frequency rises, the RFQ should include rotor and pocket photos. These cutter families are usually selected partly for easy service, so the rotor-side system matters as much as the part itself.
Light regrind material is not biting cleanly into the rotor
Weak bite on sprues or light molded scrap usually means the buyer should confirm the machine family and rotor format before treating the job as a generic knife replacement.
Internal routes to review before ordering
Start with our rotor inserts and hob cutters category, then compare the square rotor insert knife, granulator hob knife, crown rotor cutter, and drum-style granulator hob cutter. For related process context, continue to our injection molding guide, the edge-trim guide, the granulator gap article, and the RFQ page.
Rotor inserts and hob cutters FAQ
Why is this category separate from normal granulator knives?
Because these parts usually belong to specialized screenless or slow-speed rotor systems that use hooks, teeth, or mounted inserts rather than standard flat knife bars.
What is the most important photo for this kind of RFQ?
The rotor pocket or hook box. On these cutter families, the mounting geometry often matters as much as the visible cutter itself.
Are these jobs usually low-dust applications?
Often yes. Official slow-speed and screenless machine literature emphasizes low dust and low noise, especially for runners, sprues, and light molded scrap.
Should I mention whether the machine is screenless or slow-speed?
Yes. That machine context helps identify the correct rotor-side cutter family and avoids confusing the job with a standard central-granulator knife request.
Machine-maker references used for this category page
This category explanation is based on official slow-speed and screenless granulator references that describe hooks, teeth, and special knife forms as part of low-dust rotor systems.
- Rapid OneCUT PRO (Rapid Granulator): Rapid highlights turnable knives and hooks and the removable hook box, showing that rotor-side service design is central to this cutter family.
- Screenless Granulator User Guide (Conair): Conair references roller teeth for plastic regrind in its screenless granulator guidance, reinforcing the specialized rotor-side cutting format.
- Slow Speed Granulators (ZERMA): ZERMA states that low rotor speed creates less dust and that special knife designs on the GSL series are easy to sharpen and maintain.
Example parts from our catalog
Close shapes for quoting—send ruler photos or drawings so the factory confirms fit before you lock in quantity.
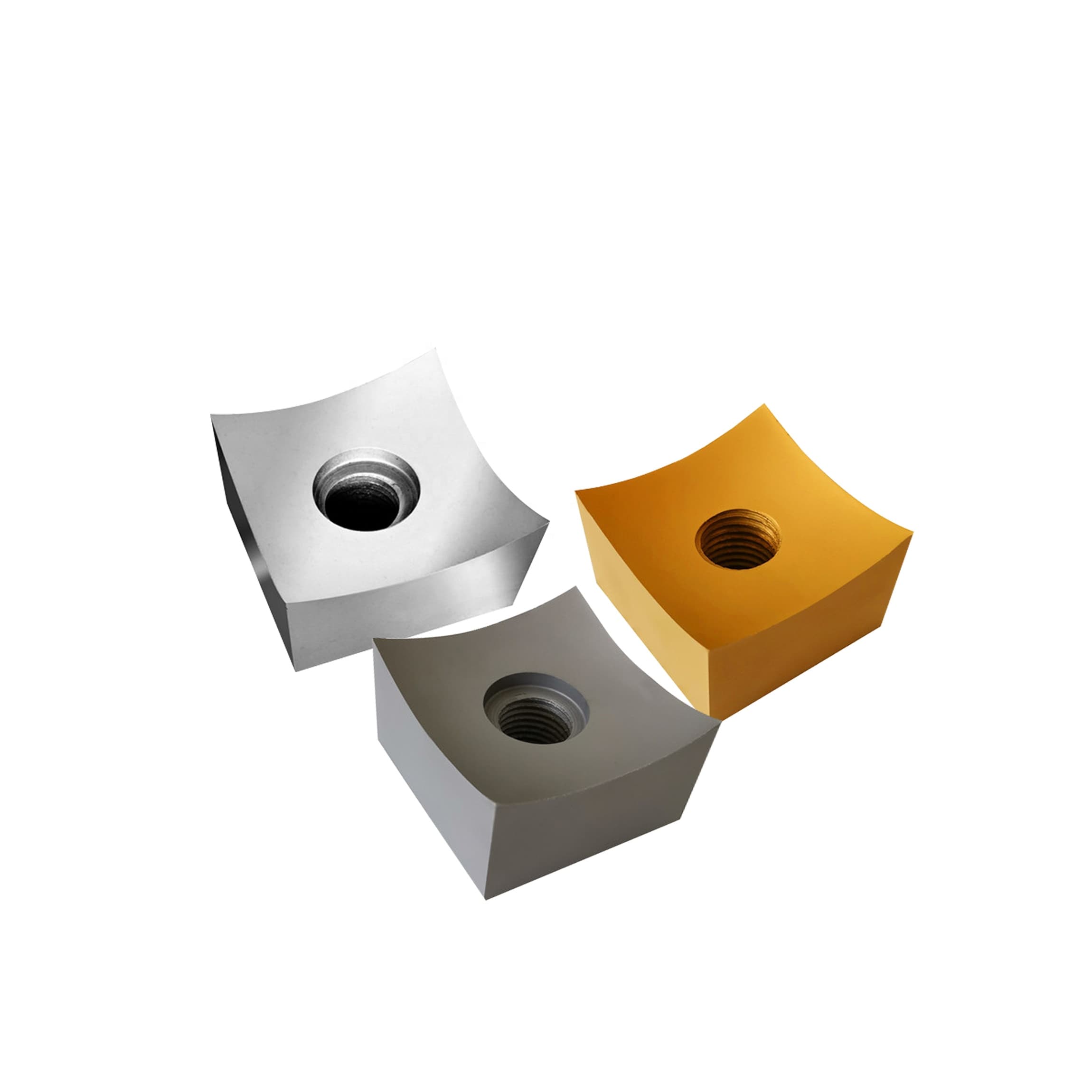
RHK-001
Square Rotor Insert Knife
Square Rotor Insert Knife is built for rotor insert replacement and indexable cutter assemblies. Available in SKD11 / Cr12MoV / 9CrSi for rotary cutting accuracy and consistent service life. The square insert format supports multi-edge indexing on rotor assemblies.

RHK-002
Granulator Hob Knife
Granulator Hob Knife is built for granulator rotor assemblies and rolling and hob cutter heads. Available in tungsten carbide / HSS / alloy steel / D2 for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.

RHK-003
Crown Rotor Cutter
Crown Rotor Cutter is built for granulator rotor assemblies and rolling and hob cutter heads. Available in tungsten carbide / HSS / alloy steel / D2 for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.

RHK-004
Drum-Style Granulator Hob Cutter
Drum-Style Granulator Hob Cutter is built for granulator rotor assemblies and rolling and hob cutter heads. Available in HSS / Carbide for rotary cutting accuracy and consistent service life. The profiled form matches rotating cutter drums, hob heads, or feed-roll assemblies.
GBK-001
Granulator Bed Knife
Granulator Bed Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 / HSS / tungsten carbide for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.

GBK-004
Granulator Stator Knife
Granulator Stator Knife is built for granulator bed knife replacement and pet bottle and rigid plastic grinding. Available in SKD11 / D2 for stable rotor clearance and consistent granulation quality. The insert-style format fits compact cutter seats and short replacement positions.
Related catalog categories
Deep reading
Granulator Knife Gap Checklist: Reduce Dust, Fines, and Noise
A practical rotor-to-bed-knife inspection flow for recyclers seeing dusty regrind, noisy cutting, or repeated knife damage after a blade change.
Read articleBlade Maintenance Tips for Longer Life
Inspection intervals, alignment checks, and cleaning—for granulators, crushers, and shredders.
Read article
Need this applied to your line?
Mention this solution hub in your message so sales engineering opens the thread with the right checklist.